|
|
|




















|
|


Ben sohbet şimdi
Sertifika


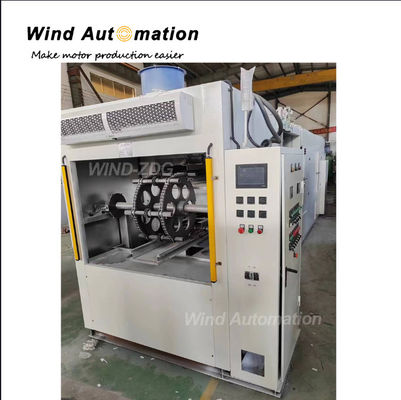
WIND-ZDG300-50 E bisiklet Lak makinesi Roll ve Dip makinesi
|
|
Ürün ayrıntıları:
Ödeme & teslimat koşulları:
|






Detaylı ürün tanımı
| Durum: | Yeni | Armatür izolasyonu: | Armatür damlama/dönme ve daldırma |
|---|---|---|---|
| Makineye bağlı rotor boyutu: | Armatür çubuğunun uzunluğu, armatür OD, yığın yüksekliği | makine uzunluğu: | Armatür boyutuna, sertleştirme süresine ve çıkış gereksinimine bağlıdır |
| Güç Kaynağı: | Elektrik | Satış sonrası: | Makine neredeyse hiç bakım gerektirmez |
| Vurgulamak: | E-bisiklet vernik daldırma makinesi,Damla emdirme rulo makinesi,WIND-ZDG300-50 vernik kaplama makinesi |
||
Motor statör rotor lak daldırma makinesi WIND-ZDG Dip Varnishing Serisi
Bu tür rotor lak damlatma makinesiesas olarak kullanılıriçinMotor rotor bobini yalıtım otomatik işleme.elle yükleme ve boşaltma, tHe tüm süreç- Evet.Tam otomatikBu şekilde garanti ürüntutarlılıkve seri üretim için kalite.
Soru ve Cevap Elektrikli bisiklet merkezi motor statör asembly dip lak makinesi:
Hub motor statör montajı için dip laklama için spesifikasyon
Stator Montaj Boyutları: Yukarıdaki resimde gösterildiği gibi, Stator montajının genel boyutları;
Stator OD: Max 275 mm, Stator ID (Bore): 5 mm anahtar yuvası ile 25 ~ 30 mm
Stator kalınlığı: en fazla 100 mm.Videoyu inceleyebilirsiniz ve statörün şaftsız olduğunu, statör kalınlığına ihtiyacımız olduğunu anlayabilirsiniz.
Stator ağırlığı: Maks 3,5 kg
Üretim hızı: 400 / 440 dakikalık bok.
Lak sınıfı: Dobeckan FT 1040/120E, Hardner K2
Ön ısıtma: statör bakır sargı elektrik akımı ile ısıtılır.
120°C'ye kadar sarmalamanın içindeki sıcaklık. @ 2 dakika içinde sarmanın merkezi.
Programlanabilir olmalı ve ayarlanmış değerin +/- 5%'i içinde kontrol edilmelidir.
Sıkıştırma yüzeyinde mevcut ve zaman ayarlamak için gereklidir
Ön ısıtma hava ısıtıcı motorla yapılır.
Laçlama süreci: statör ön ısıtıldıktan sonra laç tank içine daldırılır.
Dönüştürülebilir olan 1 ~ 2 dönüm boyunca daldırılırken döndürülür.
tank ve 6 ~ 8 dakika boyunca döner tutun laki yerleştirmek için.
Tankın içindeki parçaları hareket ettirerek veya parçaları batırmak için tankı yukarı doğru hareket ettirerek.
Statörün dış çapından fazla varniş silmek için bazı düzenlemeler gereklidir.
Videoda gösterildiği gibi laç ince ve silmeye gerek yok.
Sonrası sertleştirme: 25 ~ 30 dakika boyunca post-sertleştirilmesi gereken parçalar @ 130 ~ 150 °C sıcaklıkta.
Sertleştirildikten sonra, dış çapı üzerindeki laktırın dökülmesini önlemek için parçalar fırının içinde döndürülmelidir.
Sertleştirme sonrası konveyör düzenlemesi veya parti tipi fırınla gerçekleştirilebilir.
Fırın sıcaklığı, zaman ve sıcaklık için bağlantılı olan PID denetleyici tarafından korunmalıdır. Fırın içinde oluşan buharların veya basıncın önlenmesi için uygun havalandırma sağlanmalıdır.
Soğutma: Parçaların 60°C'nin altında soğutması için zorla soğutma düzenlemesi sağlanmalıdır.
Satıcı, maliyet açısından makine özelliklerini sağlayacaktır.Toplam boyutu,Bağlı yük ve
Teklif çizimi.
Yığın yüksekliğine ve ağırlığına göre, her şaft 2 ila 3 adet statör tutabilir.
Ve sizin çıkış hedefi günde 400 pcs, makine genel boyutu yaklaşık 7.5metre olacak
(1) Spesifikasyon
| Çalışma pozisyonu | 124×2 |
| Konum atışı | 76 mm |
| Isıtma süresi | ≤45 dakikalık |
| Tünel çalışması sıcaklık | 0 ~ 160oC |
| Atma zamanı | 0~10 ayarlanabilir |
| Güç | 28KW |
| Dİmansiyon | 4900×1600×2100 mm |
| Ağırlık | 3.5T |
(2) Uygulama
Bu makinenin çok çeşitli kullanım alanları vardır. Bu makine, çeşitli türde rotörler için uygundur. Örneğin, starter motorları, hibrit motorlar, ev aletleri motorları, pompa motorları, elektrikli alet motorları,Seri motorları, elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrikli elektrik
(3) Özellikleri
Laçlama işleminin yüksek kalite düzeyi
Çevre dostu
Isıtma süresi, sıçrama süresi ve sıcaklık ayarlanabilir
Buna göre özelleştirilebilir
Seri üretimi
Armatürün yüklenmesinden sonra tam otomatik çalışma döngüsü
Yüksek verimlilik, otomasyon ve verimlilik
https://youtu.be/guDIQOuvFZ0?si=A2_329QWnOSNtRbr
İletişim bilgileri
Shanghai Wind Automation Equipment Co.,Ltd
İlgili kişi: Ms. Emily
Sorgunuzu doğrudan bize gönderin
Daha Damlama Emprenye Makinesi
-
Peristaltik pompa damla aşılama makinesi aşılama yalıtım tüneli
-
Otomatik Armature Roll ve Dipping Impregnation Varnish İzole Makinesi
-
WIND-ZCJ Hızlı sıçratma makinesi Vakum basınç sıçratma
-
Küçük Çerçeveli Stator Laç Yapıştırma Makinesi 300 mm'den Aşağı Dalma Derinliği
-
Büyük Çerçeve Stator Laç Tırnak Dökme Makinesi 300 mm'den fazla daldırma derinliği
-
Tamamen Otomatik Tırnaklı Sıvılama Makinesi Stator Isı Tedavisi Fırını reçine laki ile kaplanmış